 |
|| Начало раздела Производственные, любительские Радиолюбительские Авиамодельные, ракетомодельные Полезные, занимательные | Хитрости мастеру Электроника Физика Технологии Изобретения | Тайны космоса Тайны Земли Тайны Океана Хитрости Карта раздела |   |
| Использование материалов сайта разрешается при условии ссылки (для сайтов - гиперссылки) | |||
ТЕХНОЛОГИЯ МИКРОЛИТЬЯ
![]()
Гурьев Алексей
Смотри так же: |
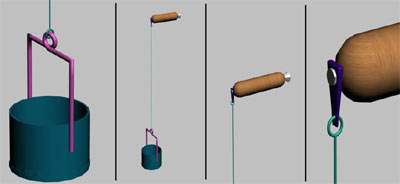
Всё оборудование для микролитья состоит из опоки, центрифуги также горелки.
Опока – это отрезок трубы с толщиной стенки 2-3 мм. Необходимо заготовить несколько опок различного диаметра для моделей разной величины. Суть условие состоит в том, чтобы самая большая опока могла вольно умещаться на подставке центрифуги.
Изготовление центрифуги. В деревянную ручку пропустите металлический стержень диаметром 5-6 мм. К стержню неподвижно прикреплена серьга. Стержень должен вольно вращаться в ручке. Подставка для опоки изготовлена из металла ( в моём случае из оцинковки также пропаяна ). Диаметр её 7-8 см, вышина бортика 2,5-3 см. К бортику приклепайте скобу вышиной 11-12 см от основания подставки. Вверху скобы сделайте витое кольцо. Скоба соединяется с серьгой проволочным коромыслом с согнутыми на концах кольцами. Длина коромысла 25-30 см, диаметр – 4 мм.
|
|
|
Сплав для отливки – 64% меди, 32%цинка, 3% олова, 1% свинца. Совершенно необязательно придерживаться точных пропорций. В крайнем случае можно использовать расплавленные «медные» монеты (старую мелочь).Материал для модели – воск, для формы – гипс, алебастр, цементные смеси ( мелкопросеянные), тальк или порошок пемзы.
Горелки можноприменять любые, лишь бы температура пламени могла достигать возле 1100 градусов.
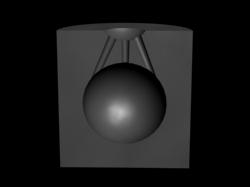
При изготовлении модели из воска тщательно отделывайте её поверхность, иначе металл повторит все огрехи модели. К модели прикрепите воском металлические литниковые штифты. Доброкачественный штифт получается из швейной иглы с отломанным остриём. Штифты прикрепляют к модели ближе к краям также устанавливают их так, чтобы они сходились в одной точке. Учитывая размеры модели подберите опоку так, чтобы расстояние между низом также моделью, только похоже между моделью также верхом формовочной массы составляло никак не менее 1 см.
Формовочную массу приготовьте из 2-х элементов гипса , одной элементы талька либо пемзы (советую поэкспериментировать с разными смесями для получения наилучших результатов). Хорошо перемешать состав также засыпать в воду. Масса должна владеть консистенцию негустой сметаны. Поставьте опоку на лист асбеста также заполните смесью. Пока что масса никак не затвердела возьмите модель за штифты также погрузите в неё, слегка вибрируя для удаления пузырьков атмосферы. Чрез полчаса вырежьте литниковую чашу , осторожно удалите штифты. Литниковые каналы должны располагаться в центре чаши , иметь каждый независимый выход ( см. рисунок выше). Поместите опоку в духовку литниковыми каналами вниз также в течении пары часов помаленьку повышайте температуру вплоть до 350 град. Позже этого положите опоку боковой стороной на газовую плиту для выжигания оставшегося воска. Обжиг производить до покраснения стенок опоки. Разом же перенесите опоку в центрифугу, в литниковую чашу вложите нужное число металла , немного буры. Расплавьте горелкой металл , начинайте спешно вращать центрифугу ( за счёт действия центробежной силы создаётся необходимое давление для проникновения металла в форму). Двадцати оборотов достаточно для наполненного заполнения формы , кристаллизации металла. Для извлечения отливки горячую отливку нужно поставить под струю воды. Отливку отбелить в 15%растворе серной кислоты.
Гурьев Алексей
![]()
Created/Updated: 25.05.2018